湿度の高い室内プールに施された溶融亜鉛めっき
溶融亜鉛めっきにおける付着量には,鋼材のもつ固有の要因(材質,化学成分,構造寸法など)と,めっき作業の要因(前処理条件,亜鉛浴の組成・温度及び浸漬時間など)が相互にからまって影響します。ここでは,めっき素材の厚さをとりあげて付着量との関係についての実験例を報告します。
JIS H8641(溶融亜鉛めっき)の表2に付着量が規定されており,通常のめっき作業でそれぞれの付着量が得られる鋼材寸法の適用例を示していますが,これは薄い鋼材に高付着量を,厚い鋼材に低付着量を要求するのは適当でないことを意味しています。
実験は,鋼材の厚さ,めっき浴温および浸漬時間を変動値とし,その他の要因は一定として行いました。その結果全体の傾向として,めっき条件が同じであれば鋼材の厚い方が付着量は多くなります。
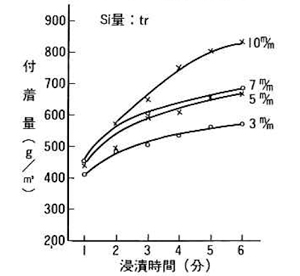
図1は実験結果の一例を示したものですが,鋼材の厚い方が付着量は多く,さらに厚さによって異なるが,ある浸漬時間を超えると付着量の伸びは減少することを示しています。すなわち,材質,浴温等を一定にした場合,板厚に応じた適当な浸漬時間と適正な付着量があるのです。これらは溶融亜鉛めっきにおける付着量のマスエフェクト(質量効果)と呼ばれています。

材厚に適当な付着量の目安をJIS H8641では次のように示しています。
勿論この表は絶対的なものでなく,標準を示したものです。例えば図1-aで見ますと,鋼材厚3mmでは1分間の浸漬で400g/m2程度ですが,2分間で480g/m2程度の付着量が得られます。しかし,これ以上浸漬時間を延長しても1分間で20~30g/m2程度しか増加しないことを示しています。すなわち,通常のめっきでは3mm厚の場合,2分間浸漬で付着量500g/m2程度が限界と考えるのが妥当と考えられます。
| 鋼材厚(mm) | 付着量(g/m2) |
|---|---|
| 1~2 | 350 |
| 2~3 | 400 |
| 3~5 | 450 |
| 5< | 500 |
高付着量を得るために浸漬時間を長くして無理なめっきをおこなうことは品質低下の原因となります。すなわちこのような条件下で付着量を多くすると,めっき皮膜中のζ層(ツェータ)が過発達した組織となり,脆くなる傾向があります。
めっき皮膜の組織は,鉄素地に近い方からδ1(デルタ・ワン)合金層,ζ(ツェータ)合金層および溶融亜鉛浴と同じ組成のη(イータ)層から形成されています。なお,鋼材の種類やめっき条件によっては,鉄素地とδ1層の間にΓ(ガンマ)合金層が生ずることもありますが普通は認められません。このように溶融亜鉛めっきは,鉄と亜鉛の合金反応によって付着しているため密着性が優れているのです。
しかし,前述したように不適当なめっき条件で無理な高付着量を得ようとしますと,ζ層が過発達することになります。ζ層は皮膜の中では最も顕著な組織で,結晶は単斜晶系で柱状組織を呈しています。この層は他の層と比べて結晶の対称性が低く,結合が弱いために脆く,加工などで亀裂を生じやすいといえます。
このような状況から,付着量を設定するときは鋼材の厚さに適当な数値を選択することが品質の良いめっきを得ることになります。耐食性の面から薄い鋼材に高付着量が要求される場合は,ブラスト処理やウエザリング処理などで鋼材表面を粗らす方法もありますが,できれば鋼材厚さなどの変更で対処するのが望ましいと考えます。
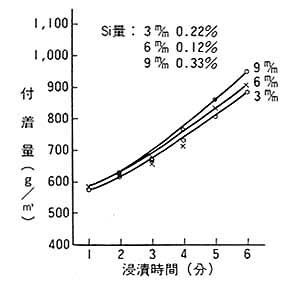
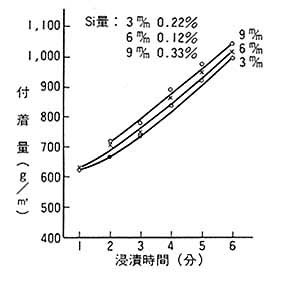
以上は鋼種としてリムド鋼系(Si含有量0.02%以下)について述べたものですが,最近製鉄メーカーの合理化から連続鋳造法(CC材)が多く採用され,Si含有量の高いキルド鋼系材料が主流となってきました。Siは亜鉛と鉄との合金反応に最も大きな影響を及ぼします。ただし影響の程度は含有量によって変化するのが特徴で,一般には0.04%~から影響しだし,0.07%をピークとして減少し,0.15~0.22程度は安定し,これを超えると影響は再び増大する傾向になります。
Siの影響については本パンフレットのNo.14号に紹介してありますのでご参照願います。
Si含有のキルド鋼の場合は,前述のリムド鋼の傾向は示さず,図2に示したように浸漬時間に対応して付着量は直線的に増加します。このため,皮膜組織は合金層特にζ層が厚くなり,亜鉛層(η層)は薄く,外観的には亜鉛光沢のない現象を呈するようになります。なお,ζ層は厚くなりますが,前述のような密着性の低下はほとんど問題になりません。
以上溶融亜鉛めっきの付着量と鋼材厚さとの関連について説明致しましたとおり,良好なめっき品質を確保するためには,適正な設計仕様を規定することが必要です。